
Взаимозависимость геометрических и энергетических параметров сварки
Выбор режима ручной дуговой сварки (MMA) начинается с анализа толщины основного металла, которая диктует необходимый диаметр плавящегося электрода. Для тонкостенных конструкций толщиной до 2 мм оптимально использование электродов или купить проволоку сварочную диаметром 1.6–2.0 мм при силе тока, не превышающей 60 Ампер. С увеличением толщины металла до 3–5 мм рабочий диаметр электрода возрастает до 3.0–4.0 мм, что требует повышения энергетической мощности дуги до диапазона 80–160 Ампер.
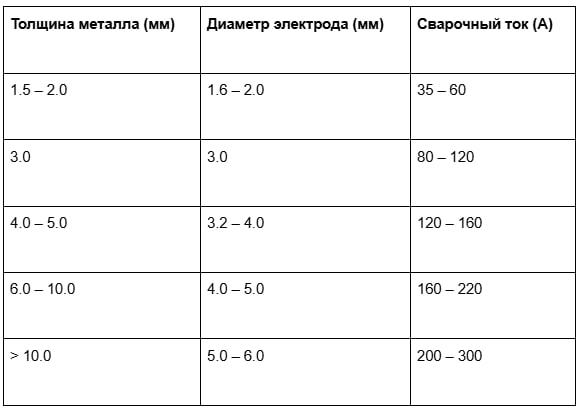
При переходе к массивным деталям толщиной более 10 мм сварщик вынужден использовать многослойную технику заполнения разделки. В таких случаях корневой проход выполняется электродом меньшего диаметра для обеспечения качественного провара, а последующие заполняющие слои — диаметрами 5.0–6.0 мм на токах до 300 Ампер. При этом важно учитывать пространственное положение: работа в вертикальной или потолочной плоскостях всегда подразумевает снижение сварочного тока на 10–20% относительно нижнего положения. Это необходимо для компенсации сил гравитации, действующих на сварочную ванну, и предотвращения вытекания жидкого металла.
Особое внимание уделяется полярности при работе на постоянном токе. Прямая полярность, при которой основной нагрев сосредоточен на изделии, применяется для глубокого проплавления массивных заготовок. Обратная полярность переносит тепловой фокус на электрод, что становится технологической необходимостью при сварке тонколистовых сталей или сплавов, чувствительных к перегреву.
Синергия параметров: подбор тока, диаметра электрода и толщины металла
Для ручной дуговой сварки (MMA) золотое правило гласит: диаметр электрода подбирается исходя из толщины свариваемого металла, а сварочный ток — исходя из диаметра электрода и пространственного положения шва.
Важные нюансы:
-
Вертикальные и потолочные швы: При сварке в «неудобных» положениях ток необходимо снижать на 10–20% от табличного значения, а диаметр электрода редко выбирается более 4 мм.
-
Коэффициент «30–40»: Для быстрой прикидки тока на 1 мм диаметра электрода часто используют формулу I = k \cdot d, где k варьируется от 30 до 40 Ампер.
Чтение кода: расшифровка маркировки электродов
Понимание маркировки позволяет предсказать поведение сварочной ванны и механические свойства шва. Сравним российский ГОСТ и американскую систему AWS, наиболее часто встречающиеся на рынке.
ГОСТ 9466-75
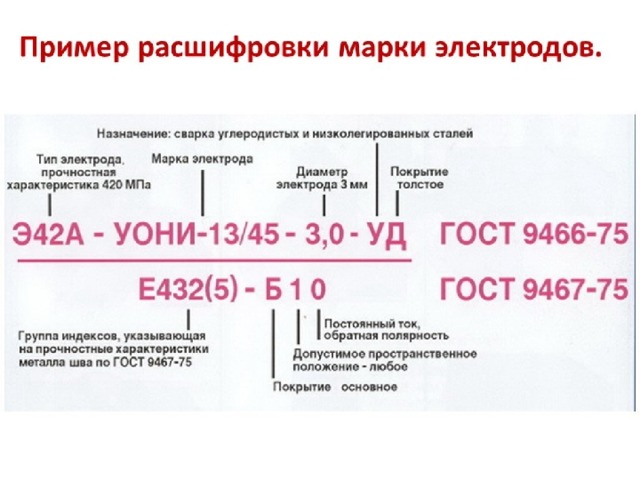
Пример: Э46 - АНО-21 - Ø - УД
-
Э46: Тип электрода. Число 46 указывает на временное сопротивление разрыву (46 кгс/мм²).
-
Марка (АНО-21): Заводское наименование.
-
У: Для сварки углеродистых и низколегированных сталей.
-
Д: Коэффициент толщины покрытия (толстое).
Особое внимание уделяйте индексу покрытия:
-
А (Кислое): Высокая скорость сварки, но склонность к трещинам.
-
Б (Основное, например, УОНИ): Требуют постоянного тока (DC+) и тщательной зачистки кромок. Высокая вязкость металла шва.
-
Р (Рутиловое, например, МР-3): Легкий поджиг, работают на переменном токе (AC), «прощают» ржавчину.
AWS A5.1

|
